08/17/2022
An Illinois food service products manufacturer now saves nearly 60% of their base annual cooling energy costs through improvements made in three phases over several years. The plant, which has a 1200 ton chilled water plant, implemented upgrades including pump and tower fan VFDs and enhanced function controls, free cooling, and chiller compressor drive retrofits. The revisions built through successive phases to capture further benefits from more complete utilization of the preceding steps’ capabilities.


This food service products plant has a 1200 ton centrifugal chiller system (top) and three 580 tower ton cross-flow cooling towers (bottom).
Each step had to meet corporate payback criteria however the thresholds were loosened as the successes became apparent. The initial upgrades were performed under a 2.0 year energy-only simple payback (SPB) cut-off while the subsequent phases were allowed to meet a 2.5 year SPB. As with many projects of this nature, the plant also realized lower maintenance labor and equipment capital replacement costs coincident with improved process stability and reliability; however, as is also common with many projects like this, the only benefits actually counted for the financial justification were the energy savings due to their clearly discernible nature.
Plant Details and Cooling System Design
The main products of the plant, which operates around 8600 hours per year, are injection molded plates and flatware for the food service industry. Tower water is used to provide cooling for injection molding machine hydraulics, air compressors, and chiller condensers. Chilled water is used for mold cooling and room humidity control to mitigate condensation on the molds.
As a purpose-built system, the cooling equipment was generally well matched to the overall plant loads. Both the tower water and chilled water are open tank, recirculation and process loop design systems with hot well / cold well tanks connected by flow-equalization piping. The tanks are sufficiently large that they don’t have the excessive turbulence and air induction that characterizes so many systems that have grown to multiples of their original size¹ ; nevertheless, this system was found to have the same inherent flow issues common with tank-based systems.
Three gear-drive, cross-flow cooling towers provide tower loop heat rejection totaling roughly 1750 tower tons. Tower water flows through a hot well tank, is pumped by four 30 HP recirculation pumps to the towers, drains to a cold well tank, and is then pumped by four 75 HP process pumps into the plant.
Chilled water (CHW) is provided by three 400 tonR centrifugal chillers. CHW is pumped from a hot well tank to the chillers by three 20 HP recirc pumps; while nominally installed as one per chiller, the recirc pumps share a common header arrangement so any pump can flow to any chiller. The process CHW is pumped from the cold well tank to the plant by five 75 HP process pumps, and a separate 25 HP pump circulates CHW to the humidity control AHUs.
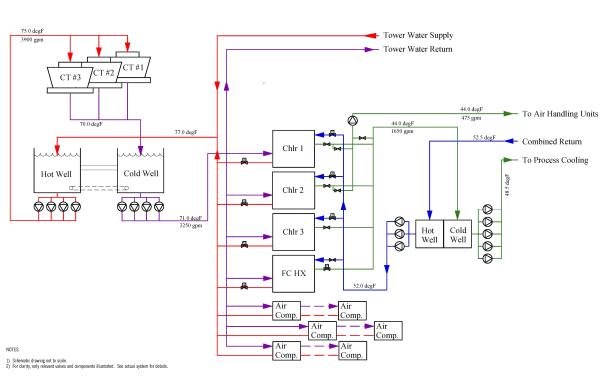
Cooling system flow diagram. Click to enlarge.
When initially studied, operation and control of the system was rudimentary. Pumps in each loop were controlled to their amp ratings by partially closed discharge valves, and any flow or efficiency considerations were second to the electrical operation of the pumps. The tower water setpoint was maintained by staging the three single-speed tower fans off and on. There were no other automatic controls – plant operators manually turned pumps and chillers on and off as needed to meet the perceived loads. Due to the generally stable operation of the plant, this provided adequate cooling and the system operation was considered satisfactory by the plant staff and management.
Initial Conditions
The plant cooling load averaged around 620 tons with summer peaks to near 800 tons, and the plant normally operated two of the three chillers in a rotation. Given the pumps and tower fans in the system multi-loop design, the average plant efficiency ran around 1.375 kW per ton. With the high operating hours in the plant, the total annual cooling cost was roughly $570,000².
Challenging Injection Molding Cooling Requirements
One characteristic detail of injection molding plants is high flow / low delta T process cooling to the injection molds to provide near uniform cooling across the molds. The target temperature change across molds is typically around 2°F - this means the CHW flow for the actual cooling provided is around 12 GPM per ton vs. the standard 2.4 GPM per ton with a 10°F DT common in cooling water applications.
In practice, the 2°F mold delta T ends up being more like a 4 to 4.5°F DT at the chiller plant with flows between 5 and 6 GPM per ton (inverse change in flow to the DT). This is due to the blending with the mold cooling return water of return CHW from air handling units, machine hydraulics (if all on one system), and other uses (some lines use local circulating pump temperature control units [TCUs] to provide higher mold flow rates at higher supply temperatures).
Because the chillers were selected for typical 10°F evaporator delta Ts and the recirc pumps and piping were designed to meet this criterion, the chillers have to be run at temperatures below the target CHW supply temperature. In this plant, the chillers normally have to be run at a 45°F set point to have around 50°F water supplied to the plant floor.
Opportunities Identified
ISG was contracted to study the systems for potential efficiency improvements and possible qualification for local utility efficiency rebates. The review consisted of a detailed audit which included recording system operating conditions and gathering detailed data to support an eventual local utility rebate application. ISG documented the system equipment and configuration (e.g. hot well / cold well tanks, recirc loops, etc.), noted operating status such as on / off and balancing device states, and also logged 1 minute trend data of power and water conditions including flows, temperatures, and pressures. Cooling water uses in the plant were reviewed so the application considerations could be included in the analysis.
While the cooling systems were built intentionally for the anticipated loads (unlike many plant systems that grow incrementally over time as the cooling needs increase), the systems showed many hallmarks of typical cooling systems:
- Constantly varying “sawtooth” tower water supply temperature due to fan cycling, along with excess fan drive mechanical wear from frequent across-the-line starts
- 100% tower fan operation and energy waste seasonally (~June to Sept.) when wet bulb conditions made the fixed set point unattainable regardless of the load on the towers
- Discharge valves partially closed on many pumps to avoid over-amping the motors
- Imbalanced and excessive flows on recirc loops
- Pressure variations on process loops as machine loads varied
- More pumps than necessary operating much of the time due to operators needing on-line redundancy in case of “2:00 AM” failures
ISG presented the manufacturer with recommended improvements that spanned a range of Tier 1 and Tier 2 upgrades (see sidebar) which in aggregate would qualify for local utility incentives as a Custom Project application. The suggested measures included (Tier level in [X] brackets):
- Add VFDs to the tower fans (three total) [T1]
- Control towers to run in parallel vs. staged On / Off to reach set point [T1]
- Implement wet bulb reset control on the tower water supply set point [T2]
- Calibrate tower set point reset selection to chiller efficiency beneficial range [T2]
- Add VFDs to tower water and CHW recirc and process pumps (16 total) [T1]
- Open all partially closed pump discharge valves and tower inflow valves [T1]
- Install process differential pressure sensors on the tower water and CHW piping [T1]
- Control recirc loop flows continuously to more closely balance with process loops [T2]
Step 1 - Upgrades and Results
The manufacturer approved the recommended upgrades and a utility rebate application was filed for the current program year. In addition to 19 VFDs for the pumps and tower fans, the project also included cooling system controls and adding network communication cards to the chillers. The drives were also networked for intelligent bus control, and the entire cooling system could be supervised remotely through the plant LAN.
All the specific efficiency measures listed above were implemented along with system operation functions including overall on / off control, chiller rotation selection, chiller fault and system high load response, and other fault alarming. Controls data trending facilitated the required utility rebate M&V documentation as well as supporting troubleshooting and performance monitoring, and includes drive frequency and real power (kW), major chiller data points (power, temperatures, refrigerant and oil conditions, etc.), and numerous system parameters such as loop temperatures, pump header pressures, loop differential pressures, and key water flows.
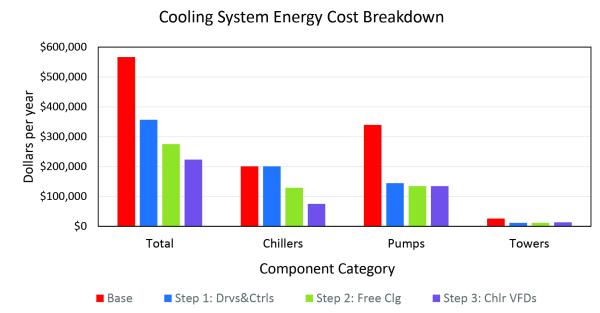
The effects of the changes were impressive: Annual savings were just under \$210,000 and total energy savings were 37% of the base with the peak summer demand being reduced by over 20%. The overall plant kW per ton was reduced nearly 32% from 1.374 to 0.935. Finally, the project received an efficiency incentive of nearly $90,000 which was capped due to aggressive cost control and unusual installation circumstances (more internal labor than is typical); under more typical project costs, the incentive could have been around \$230,000.
Step 1 - Savings Details
Perhaps surprisingly to someone unfamiliar with these systems, virtually all of the savings came from pump application improvements. Only 7% of the savings were from tower fans and while there were chiller efficiency improvements from the more capable tower setpoint control, this was essentially ignored due to the requirement to document the savings over an extended period for rebate purposes which were already capped.
The eight CHW pumps, with one exception, all had their discharge valves choked to limit the motor amps. These valves were all opened fully, balance valves on the CHW recirc loop (the chillers) were opened, and active flow control was added to all of these (differential pressure to the floor on the process loop, process-linked flow to the recirc loop).

Partially closed chilled water pump discharge valves.
The tower pumps had open valves initially but very often had significant excess flows. Process loop tower water differential pressure sensing was added in two locations, one in the headers serving the chillers and air compressors, and the other in the plant floor loop serving the injection machine hydraulics (coincidentally also adjacent to the CHW DP sensor). The initial expectation was that the controls would look at both sensors and conduct pump speed control based on separate DP setpoints for the two locations, but in practice the chiller header pressure was found to control the application leaving the process floor loop sensor informational only.
Further tower water pump savings were realized by aggressively resetting the tower water supply temperature seasonally. The northern Illinois climate has many hours each year when the towers could supply water cooler than the originally found 72°F setpoint. In addition to floating the setpoint up when the wet bulb temperature was higher than ≈ 66° (the threshold where the towers could not meet the 72° water temperature target), the setpoint was allowed to come down when economically possible to as low as 57° on the tower recirc loop. This allowed the recirc loop flow to be lower than the process loop flow while still meeting the target supply temperature to the chillers and plant floor by mixing warm process return water. The entire system is allowed to float within a band that meets the summer peak design conditions on the high end but also minimizes chiller and pumping power when possible on the low end.
Step 2 - Free Cooling
Once the initial project results were validated, the manufacturer was receptive to opportunities for further savings. The tower water setpoint control capability described above set the stage for the plant to implement so-called free cooling³ for several thousand hours per year in the northern Illinois climate. The utility approved another efficiency incentive application for the measure based on baseline data provided from the cooling controls trend data with expected annual energy savings of around \$53,000; the plant would further see reduced runtime and wear on the chillers and commensurate maintenance savings.

Free cooling plate heat exchanger
Once in operation, the system saved more than projected as the operating hours were greater than the conservative initial estimates (nearly 4000 hours in the first year vs. 3050 estimated) with free cooling running into May on cool nights; this was offset somewhat by lower running loads due to production changes. Actual energy savings were calculated at $71,000 per year and earned a $57,000 rebate. Annualized total plant kW per ton decreased further to 0.668, over 50% less than the initial figure; total yearly savings were nearly $300,000 when this was complete.
As often happens when system operations are changed, several minor problems were uncovered when the chillers were shut down completely with the plant still running. These included leaking shut off valves, chiller oil heater issues, and chiller start-up transition sensitivities with cold tower water. While these were frustrating, solving them ultimately served to help improve the overall cooling plant operations; in particular, implementing chiller-based head pressure control of the chiller condenser valves dramatically improved the start-up reliability when transitioning back out of free cooling or when doing a cold start after a winter shutdown.
Additional benefits from the free cooling were achieved by designing the plate heat exchanger for lower pressure drop and higher flows than the chillers themselves. Combined with the reduced total process CHW flow from not requiring humidity control AHUs to run, the CHW supply temperature to the floor is closer to the recirc loop return temperature from the plate HX. The closer the recirc temperature is to the required plant supply temperature, the more hours the system can operate.
Step 3 - Chiller Compressor VFD Retrofits
After the success of the first two cooling system upgrade projects, the plant wanted to pursue the last practical efficiency opportunity remaining – adding VFDs to the centrifugal chiller compressors. The chiller manufacturer offers factory-designed drive retrofits that include the drive, complete installation, and control integration on the chiller.

A 400 ton centrifugal chiller with VFD retrofit.
These retrofits were submitted and qualified for custom incentives under the rebate program because installing the drives enabled further control settings tuning and greater savings in the pumps and the chillers themselves than would have been possible with a standard fixed setpoint tower control system. Had the application not been made under the Custom program, for example as a straight prescriptive $ per VFD HP rebate, the payment to the plant would have been significantly lower.
Savings from the chiller VFDs are offsetting to the free cooling, as more of one indicates less of the other; however together they give the plant the lowest overall chilling energy for whatever the weather throws at the plant.
In the first year, during which the free cooling was allowed to run reduced hours to validate the drive benefits, the upgrades saved over $75,000 from the chillers and an additional $10,000 from incremental pump savings (harvesting lower tower water temps when available instead of limiting the turndown due to chiller inability to use the colder water). The project cost was around $260,000 but a rebate of nearly $124,000 was available due to special program year incentives that made the payback just over 1 year. Even under normal incentives and with typical free cooling operation reducing the chiller hours, the project would have paid back under in roughly 2.8 years.
Following the last step, the annual average plant efficiency was 0.542 kW per ton with total bill savings of over $340,000 – in aggregate the efficiency measures are saving nearly 60% of the original energy usage while also providing multiple other benefits to the plant.
ISG Efficiency Measure Tier SystemISG uses a ranking system to describe potential efficiency improvements for cooling systems. The categories include the degree of energy savings impact but also include related benefits such as reduced equipment wear and other integral cost reductions or operational benefits. The categories, or Tiers in our terminology, broadly describe the complexity or degree of change from the initial conditions. While the Tiers generally correlate to total savings, investment, and / or payback period, this is not the basis of the rankings; rather the Tier category indicates the sequence location of a potential measure in an upgrade process with lower Tier measures preceding higher Tier measures as generally necessary precursors. Tier 1: Basic Efficiency Improvements – 1st step measures that save energy and position systems for higher Tier measure applications.
Tier 2: Advanced Efficiency Improvements – 2nd step measures that leverage the Tier 1 changes to enable deeper energy savings.
Tier 3: Capital Efficiency Improvements – 3rd step measures that require Tier 1 and Tier 2 measures for most effective utilization.
Tier 4: Complete System Efficiency Improvements – comprehensive system upgrade measures superseding the three lower tiers and incorporating those features by initial design.
Most cooling systems have opportunities to employ several of the measures across different tiers. For example, a common sequence would be adding drives to tower fans and pumps (Tier 1), reducing the tower water temperature seasonally though wet bulb control (Tier 2), and retrofitting VFDs on chiller compressors to leverage the colder TW (Tier 3). |
Conclusion
This plant was able to realize dramatic efficiency increases and energy cost savings through a multi-step program. Each step improved the overall system performance while also leveraging further improvements from the earlier measures. Other facility operators who would like to achieve similar results should consider how similar incremental measures can be applied in their plants; and aggressive use of utility efficiency incentives should be factored during the planning process as part of the justification – in this case the utility rebates facilitated notably more extensive upgrades than the manufacturer would have been able to fund independently, yielding much deeper energy savings than would have otherwise been possible.
Endnotes
¹ Very many plants outgrow their initial tank systems such that the flow rate through the tanks exceeds the tank size, e.g. a 1500 gal. tank with a 1200 gal. usable storage capacity will be flowing 1800+ GPM; not only does this hurt the temperature segregation of the hot and cold wells, it also creates significant aeration issues in the piping system.
² All costs and efficiency figures are normalized to the per kWh and load figures from the beginning of the work. The power cost and load has increased modestly since the original evaluation, increasing the absolute benefits, but the units were kept consistent for comparability across the changes.
³ Free cooling, or water-side economizing, is cooling the tower water below the chilled water temperature to enable heat exchanger-only cooling. The chillers are turned off yielding significant savings with only modest incremental tower fan power required.
For more information about Integrated Services Group visit https://www.isg-energy.com, email: info@isg-energy.com, tel: 770.823.8235.
To read similar Chilled Water System Assessment articles visit https://coolingbestpractices.com/system-assessments.
Visit our Webinar Archives to listen to expert presentations on Chiller Technology at https://coolingbestpractices.com/magazine/webinars.
